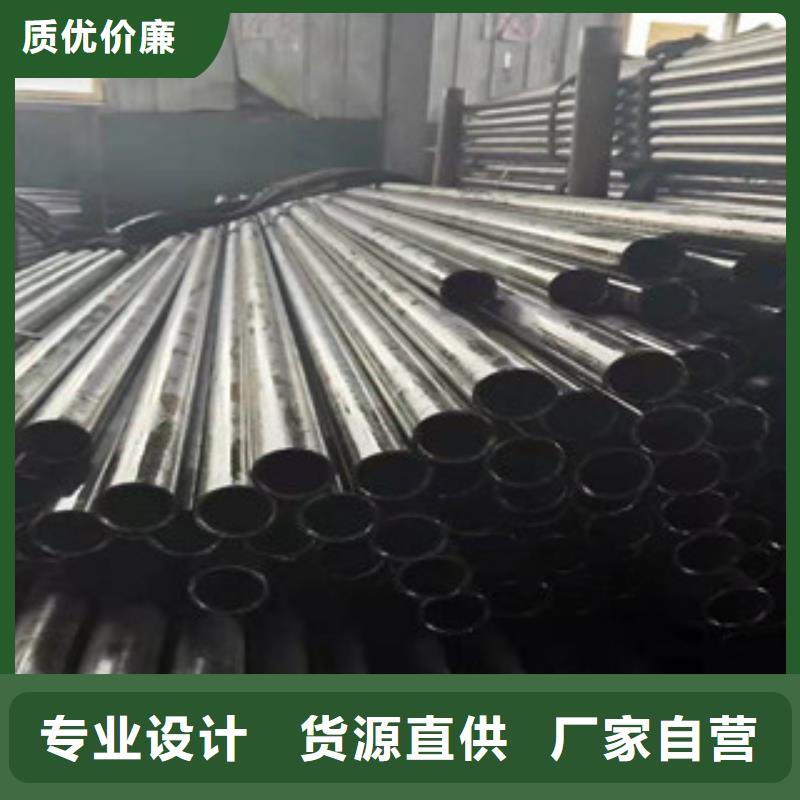
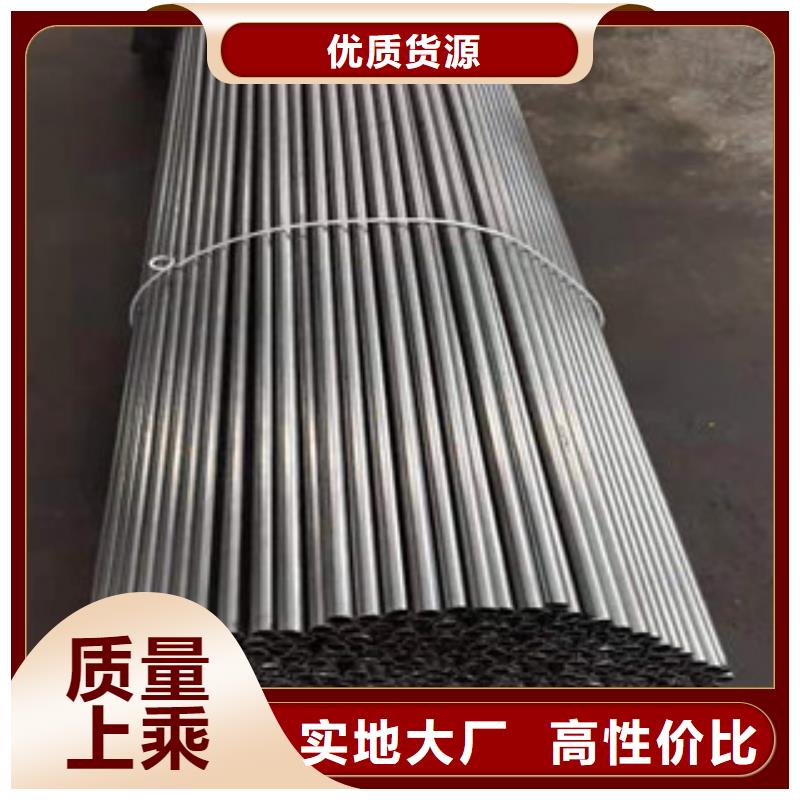
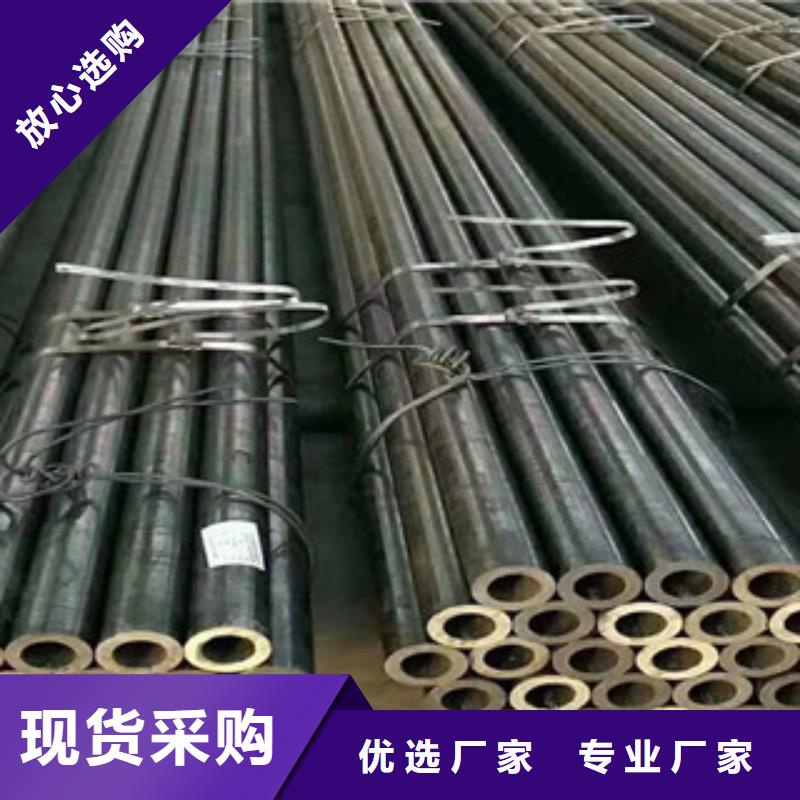
以下是衡水 本地 精密钢管,20CrMo精密钢管价格有优势的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:衡水 本地 精密钢管,20CrMo精密钢管价格有优势的图文介绍

江泰钢材有限公司主要生产各种型号 衡水铅帽、等十几大系列。几年来, 衡水铅帽、不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和较高的质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的研发能力、管理水平、服务意识,始终处于较高水平。与时俱进,永创新高。我们采用优质的原材料、严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与一致好评。诚信是金。“人无信不立,商无信不远”,坚持走诚信之路,我们本着“以质量拓市场,以信誉赢客户”的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,更优良的服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!


但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的 规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20#精轧管机设计φ508mm或φ530mm机型完全可能。穿孔机和轧管机钢管旋转方向的研究:绝大多数机组的布置中,穿孔机和轧管机都采用与轧制荒管同向旋转的工艺设计,钢管管体和内外表面质量良好。但在20#精轧管机组出现过一种情况:精轧管机轧制荒管的旋转方向与穿孔钢管旋转方向相反的工艺和布置,其轧制钢管质量良好,对此现象,还需进一步研究分析。锥形辊穿孔机的选型:锥形辊穿孔机的轧辊有立式布置和卧式布置之分,使用中两种方式都存在。



精密钢管如何预防生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让精密钢管得到非常好的保护了,对精密钢管进行除锈,在给精密钢管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除精密钢管表面松动或翘起的铁锈。对精密钢管的表面进行清洗,在对精密钢管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除精密钢管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。精密钢管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精密钢管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。


精密管是具有很多的公差和尺寸的,只有精密管在进行制作的过程中才会达到一个公差的一个规范操作,由于精密管在进行制作的过程中是要进行公差的选择的,这样的话精密管在进行设计中才会有更好地效果。精密管一般在进行选择公差的时候要保证常见的尺寸的规范性,还要注意精密管公差的各种的条件和市场的综合的需求,这样的话精密管在加工的时候就会保证比较好的效果。电位差计用的精密管型材断面为“︼”型材重量30 g/m,断面尺寸公差范围为±0 07 mm.织机用的精密管型材断面为“■”,断面尺寸公差为±0.04mm,角度偏差小于0.5°,弯曲度为0.83×L。A1050、A1100、A3003、A6061、A6063(低、中强度合金)小型精密挤压型材的最小壁厚0.5mm,最小断面积20mm2.A5083、A2024、A7075、(中、高强度铝合金)小型精密挤压型材的最小壁厚0.9mm,最小断面积110mm2。




 扫一扫
扫一扫